ERW Pipes Manufacturing Process
ERW Pipes Manufacturing Process
Electric resistance welded (ERW) pipe is manufactured by cold-forming a sheet of steel into a cylindrical shape. Current is then passed between the two edges of the steel to heat the steel to a point at which the edges are forced together to form a bond without the use of welding filler material.
Electric resistance welded (ERW) pipe has short weld joints, high dimensional accuracy, uniform thickness, and excellent surface and can bear high pressure. However, it also has shortcomings, such small diameter and thin wall, and the weld joints are easy to be eroded. Currently, ERW pipes are mainly used to transport gas as well as oil to city residents.
Index:
A plate rolled to become a pipe and welded using Electric Resistance Welding process.
- Slitting
- Uncoiling, End Shearing And Welding
- Forming
- Welding
- De beading
- Seam Annealing
- Sizing
- Cutting
- End Facing And Bevelling
- Electric resistance welding at a glance
- Galvanizing
- ERW pipe technical requirements
Typical ERW Pipe Manufacturing Process
Our manufacturing process generally involves the following stages in a step by step procedure.
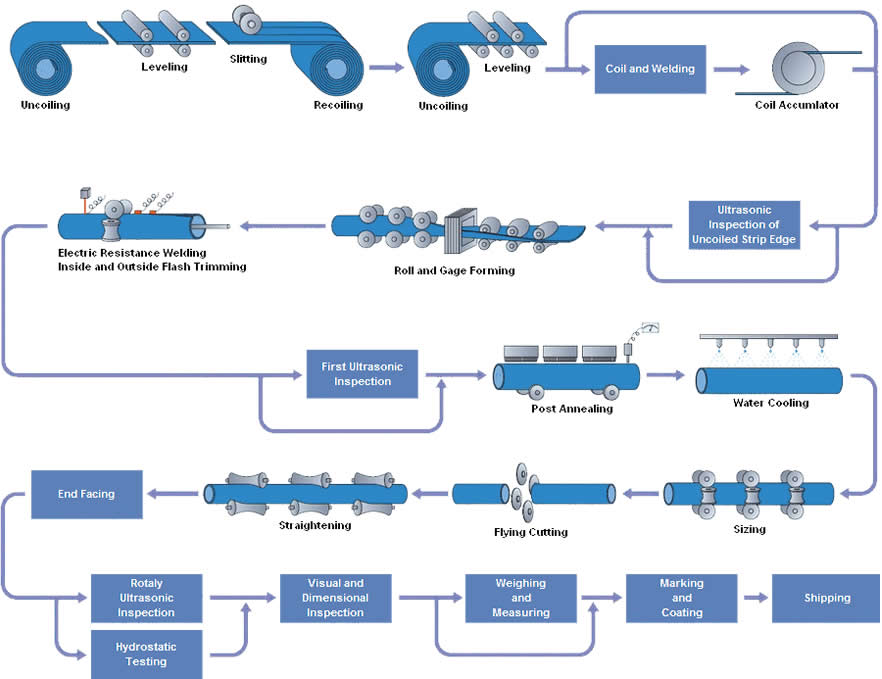
Slitting
HR Coils are slitted to pre-determined widths for each and every size of pipes
Round forming
Uncoiling, End Shearing And Welding
The slitted coil is uncoiled at the entry of ERW mill and the ends are sheared and welded one after another. This results in a single endless strip.
Forming
The slitted coils are initially formed into U shape and after that into a cylindrical shape with open edges utilizing a series of forming rolls.
Welding
In this stage, the open edges are heated to the forging temperature through high-frequency, low-voltage, high current and press welded by forge rolls making perfect and strong but weld without filler materials.
De beading
In this stage, the weld flash on top and inside (if required) is trimmed out using the carbide tools.
Seam Annealing
If required, the welding portion and heat affected zone is put to normalizing and then are cooled down in a air cooling bed.
Sizing
After water quenching, slight reduction is applied to pipes with sizing rolls.
This results in producing desired accurate outside diameter.
Cutting
In cutting stage, the pipes are cut to required lengths by flying cut off disc/saw cutter.
End Facing And Bevelling
This is usually stage, where the pipes ends are faced and bevelled by the end facer.
All these processes are continuous with automatic arrangements. These plain ended tubes further go for processing as per the customer requirements such as galvanizing, threading, black varnishing and more.