GB/T 20409 Multi-rifled Steel Pipe For High-pressure Boiler
Q - Thread Increase Angle.
U - thread top (axial) slot width.
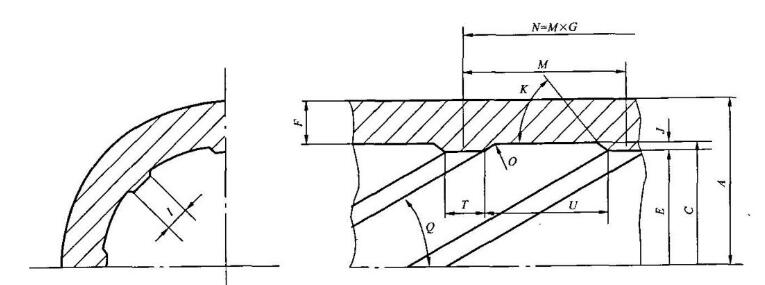
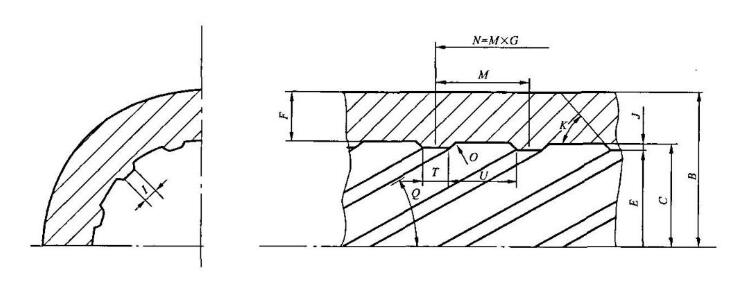
"A" Multi-Rifled pipe with teeth and thread parameters shall conform to Table 1, while "B" Multi-Rifled pipe with teeth shall conform to Table 2.
Table 1 Dimensions and thread parameters of "A" type Multi-Rifled pipe
|
Nominal |
Thread |
The |
Nominal |
Minimum |
Number of thread heads |
Thread Top Width (Circumference) /mm |
Thread height |
Thread Side Angle |
Radius of rounded corner at the root of thread |
Thread pitch, |
Thread Lead |
Thread Increase Angle |
Thread top width (axial) |
Thread top (axial) slot width |
|
A |
C |
E |
S |
F |
G |
I |
J |
K |
O |
M |
N |
Q |
T |
U |
|
28.6 |
15.84 |
13.39 |
6.38 |
5.8 |
4 |
4.78 |
0.85 |
55。 |
0.13~1.27 |
21.55 |
86.19 |
30。 |
8.28 |
13.27 |
|
44.5 |
33.18 |
30.34 |
5.66 |
5.1 |
6 |
1.01 |
30.08 |
180.49 |
21.80 |
|||||
|
45 |
33 |
30.20 |
6 |
5.4 |
6 |
1.01 |
30 |
180 |
21.70 |
|||||
|
50.8 |
37.92 |
34.93 |
6.44 |
5.8 |
8 |
1.06 |
25.79 |
206.29 |
17.51 |
|||||
|
51 |
38.35 |
35.35 |
6.33 |
5.7 |
8 |
1.10 |
26.10 |
208.80 |
17.80 |
|||||
|
60 |
46 |
42.92 |
7 |
6.3 |
8 |
1.10 |
31.30 |
250.40 |
23 |
|||||
|
60 |
44 |
41 |
8 |
7.2 |
8 |
1.10 |
30 |
240 |
21.70 |
|||||
|
60.3 |
43.4 |
40.32 |
8.33 |
7.5 |
8 |
1.12 |
29.52 |
236.16 |
21.24 |
|||||
|
60.3 |
42.3 |
39.10 |
9 |
8.1 |
8 |
1.12 |
28.76 |
230.10 |
20.49 |
|||||
|
60.3 |
31.44 |
28.55 |
14.43 |
13 |
8 |
1.02 |
21.38 |
171.07 |
13.11 |
|||||
|
63.5 |
48.8 |
45.64 |
7.33 |
6.6 |
8 |
1.16 |
33.19 |
265.54 |
24.91 |
|||||
|
63.5 |
48.5 |
45.30 |
7.50 |
6.7 |
8 |
1.16 |
33 |
264 |
24.70 |
|||||
|
63.5 |
47.72 |
44.53 |
7.89 |
7.1 |
8 |
1.17 |
32.49 |
259.89 |
24.21 |
|||||
|
63.5 |
47.52 |
44.29 |
7.99 |
7.2 |
8 |
1.15 |
32.31 |
258.51 |
24.03 |
|||||
|
63.5 |
39.24 |
36.19 |
12.13 |
10.9 |
8 |
1.07 |
26.70 |
213.49 |
18.42 |
|||||
|
63.5 |
39.09 |
36.10 |
12.21 |
11 |
8 |
1.04 |
26.59 |
212.70 |
18.31 |
|||||
|
63.5 |
35.30 |
32.32 |
14.10 |
12.7 |
8 |
1.04 |
24 |
192 |
15.72 |
|||||
|
63.5 |
34.64 |
31.66 |
14.43 |
13 |
8 |
1.04 |
23.56 |
188.49 |
15.28 |
|||||
|
69.8 |
37.77 |
34.72 |
16.04 |
14.4 |
8 |
1.07 |
25.68 |
205.46 |
17.40 |
|||||
|
70 |
50 |
46.72 |
10 |
9 |
8 |
1.20 |
34 |
272 |
25.72 |
|||||
|
70 |
52 |
48.70 |
9 |
8.1 |
8 |
1.20 |
35.37 |
282.95 |
21.09 |
|||||
|
76.2 |
39.55 |
36.47 |
18.33 |
16.5 |
8 |
1.07 |
26.99 |
215.19 |
18.62 |
Table 2 Dimensions and thread parameters of "B" type Multi-Rifled pipe
|
Nominal Outer diameter /mm |
Thread |
The |
Nominal |
Minimum |
Number of thread heads |
Thread Top Width (Circumference) /mm |
Thread height |
Thread Side Angle |
Radius of rounded corner at the root of thread |
Thread pitch, |
Thread Lead |
Thread Increase Angle |
Thread top width (axial) |
Thread top (axial) slot width |
|
B |
C |
E |
S |
F |
G |
I |
J |
K |
O |
M |
N |
Q |
T |
U |
|
35 |
20.60 |
18.10 |
7.20 |
6.5 |
6 |
3.23 |
0.95 |
50。 |
0.4~2 |
18.67 |
112 |
30。 |
5.60 |
13.07 |
|
38 |
23.60 |
20.80 |
7.20 |
6.5 |
6 |
0.99 |
21.39 |
128.20 |
15.79 |
|||||
|
38.1 |
23.23 |
20.49 |
7.44 |
6.7 |
6 |
0.99 |
21.06 |
126.40 |
15.46 |
|||||
|
60 |
45.60 |
42.20 |
7.20 |
6.5 |
12 |
1.23 |
20.70 |
247.90 |
15.10 |
|||||
|
60 |
44.50 |
41.20 |
7.75 |
7 |
12 |
1.22 |
20.18 |
242.10 |
14.56 |
|||||
|
60 |
43.40 |
40.10 |
8.30 |
7.5 |
12 |
1.21 |
19.68 |
236.15 |
14.08 |
|||||
|
66.7 |
50.70 |
- |
8 |
7.2 |
12 |
3.83 |
1.24 |
23 |
276 |
6.64 |
16.36 |
|||
|
66.7 |
49.60 |
- |
8.55 |
7.7 |
12 |
1.24 |
22.50 |
270 |
15.86 |
| Project | Size range / mm | Type A | Type B | Type OM |
| Outer diameter | ≤38.1 | ±0.15mm | ±0.15mm | ±0.15mm |
| >38.1~<50.8 | ±0.2mm | ±0.2mm | ±0.2mm | |
| ≥50.8~<63.5 | ±0.25mm | ±0.25mm | - | |
| ≥63.5 | ±0.3mm | ±0.3mm | - | |
| Thread root diameter | ≤38.1 | ±0.15mm | ±0.15mm | ±0.15mm |
| >38.1~<50.8 | ±0.2mm | ±0.2mm | ±0.2mm | |
| ≥50.8~<63.5 | ±0.25mm | ±0.25mm | - | |
| ≥63.5 | ±0.3mm | ±0.3mm | - | |
| Minimum inner diameter | - | The lower deviation is 0 | The lower deviation is 0 | - |
| Minimum wall thickness | - |
+22% mm 0 |
+22% mm 0 |
+22% mm 0 |
| Wall thickness | - | ±10%mm | ±10%mm | ±10%mm |
| Thread height | ≤38.1 | ±0.2mm | ±0.18mm | ±0.2mm |
| >38.1~<50.8 | ±0.3mm | ±0.2mm | ±0.2mm | |
| ≥50.8~<63.5 | ±0.3mm | ±0.23mm | ±0.2mm | |
| ≥63.5 | ±0.3mm | ±0.28mm | ±0.2mm | |
| Thread side angle | - | ±15° | ±15° |
+30° -10° |
| Thread pitch | - | ±3.2mm | ±3.2mm | - |
| Thread lead | - | ±3.2mm*Number of threads | ±3.2mm*Number of threads | - |
| Thread angle | - | - | - |
+5° 0° |
| Thread top width (axial) | - | ±1.3mm | ±1.3mm | ±1.3mm |
Table 4 Chemical Composition of GB/T 20409 Multi-rifled Steel Pipe
|
Grade |
chemical composition(%) |
||||||
|
C |
Mn |
Si |
Cr |
Mo |
S |
P |
|
|
20G |
0.17~0.23 |
0.35~0.65 |
0.17~0.37 |
- |
- |
≤0.020 |
≤0.025 |
|
20MnG |
0.17~0.23 |
0.70~1.00 |
0.17~0.37 |
- |
- |
≤0.020 |
≤0.025 |
|
25MnG |
0.22~0.29 |
0.70~1.00 |
0.17~0.37 |
- |
- |
≤0.020 |
≤0.025 |
|
12CrMoG |
0.08~0.15 |
0.40~0.70 |
0.17~0.37 |
0.40~0.70 |
0.40~0.55 |
≤0.020 |
≤0.025 |
|
15CrMoG |
0.12~0.18 |
0.40~0.70 |
0.17~0.37 |
0.80~1.10 |
0.40~0.55 |
≤0.020 |
≤0.025 |
|
Note 1: The residual element content of 20G, 20MnG and 25MnG should be consistent with: Cu≤0.20%, Cr≤0.25%, Ni≤0.25%, V≤0.08%, Mo≤0.15%; the residual element content of the remaining grades should be consistent with: Cu ≤0.20%, Ni≤0.30%.
Note 2: The acid-soluble aluminum in 20G steel should be no more than 0.010%.
Note 3: The steel produced by refining with oxygen and refining should have a nitrogen content of not more than 0.008%.
|
|||||||
| Grade | Heat treatment |
| 20G | Normalizing, normalizing temperature: 880 ° C ~ 940 ° C |
| 20MnG | Normalizing, normalizing temperature: 880 ° C ~ 940 ° C |
| 25MnG | Normalizing, normalizing temperature: 880 ° C ~ 940 ° C |
| 12CrMoG | Normalizing and tempering, normalizing temperature: 900 ° C ~ 960 ° C; tempering temperature: 670 ° C ~ 730 ° C |
| 15CrMoG | Normalizing and tempering, normalizing temperature: 900 ° C ~ 960 ° C; tempering temperature: 680 ° C ~ 730 ° C |
Mechanical Properties
Table 6 Mechanical Properties
|
Grade |
Tensile strength Rm/ MPa(N/mm2) |
Yield Strength R eL/ MPa(N/mm2) |
Elongation A/% |
Impact energy Akv/J |
|
≥ |
||||
|
20G |
410~550 |
245 |
24 |
35 |
|
20MnG |
≥415 |
240 |
22 |
35 |
|
25MnG |
≥485 |
275 |
20 |
35 |
|
12CrMoG |
410~560 |
205 |
21 |
35 |
|
15CrMoG |
440~640 |
235 |
21 |
35 |