ASTM A53 Pipe, Steel, Black and Hot-Dipped, Zinc-Coated
ASTM A53/A53M
Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless
1. Scope
1.1 This specification covers seamless and welded black and hot-dipped galvanized steel pipe in NPS 1 ⁄ 8 to NPS 26 [DN 6 to DN 650] (Note 1), inclusive, with nominal wall thickness (Note 2) as given in Table X2.2 and Table X2.3. It shall be permissible to furnish pipe having other dimensions (Note 2) provided such pipe complies with all other requirements of this specification.
NOTE 1—The dimensionless designators NPS (nominal pipe size) [DN
(diameter nominal)] have been substituted in this specification for such traditional terms as “nominal diameter,” “size,” and “nominal size.”
NOTE 2—The term nominal wall thickness has been assigned for the purpose of convenient designation, existing in name only, and is used to distinguish it from the actual wall thickness, which may vary over or under the nominal wall thickness.
1.2 This specification covers the following types and grades:
1.2.1 Type F—Furnace-butt welded, continuous welded Grade A,
1.2.2 Type E—Electric-resistance welded, Grades A and B,and
1.2.3 Type S—Seamless, Grades A and B.
NOTE 3—See Appendix X1 for definitions of types of pipe.
1.3 Pipe ordered under this specification is intended for mechanical and pressure applications and is also acceptable for ordinary uses in steam, water, gas, and air lines. It is suitable for welding, and suitable for forming operations involving coiling, bending, and flanging, subject to the following qualifications:
1.3.1 Type F is not intended for flanging.
1.3.2 When Types S and E are required for close coiling or cold bending, Grade A is the preferred grade. This provision is not intended to prohibit the cold bending of Grade B pipe.
1.3.3 Type E is furnished either nonexpanded or cold expanded at the option of the manufacturer.
1.4 The values stated in either SI units or inch-pound units are to be regarded separately as standard. The values stated in each system may not be exact equivalents; therefore, each system shall be used independently of the other. Combining values from the two systems may result in non-conformance with the standard.
1.5 The following precautionary caveat pertains only to the test method portion, Sections 9, 10, 11, 15, 16, and 17 of this specification: This standard does not purport to address all of the safety concerns, if any, associated with its use. It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to use.
1.6 The text of this specification contains notes or footnotes,or both, that provide explanatory material. Such notes and footnotes, excluding those in tables and figures, do not contain any mandatory requirements.
2. Referenced Documents
2.1 ASTM Standards:
A 90/A 90M Test Method for Weight [Mass] of Coating on Iron and Steel Articles with Zinc or Zinc-Alloy Coatings
A 370 Test Methods and Definitions for Mechanical Testing of Steel Products
A 530/A 530M Specification for General Requirements for Specialized Carbon and Alloy Steel Pipe
A 700 Practices for Packaging, Marking, and Loading Methods for Steel Products for Domestic Shipment
A 751 Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products
A 865 Specification for Threaded Couplings, Steel, Black or Zinc-Coated (Galvanized) Welded or Seamless, for Use in Steel Pipe Joints
B 6 Specification for Zinc 7
E 29 Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications
E 213 Practice for Ultrasonic Examination of Metal Pipe and Tubing
E 309 Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation
E 570 Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products
E 1806 Practice for Sampling Steel and Iron for Determination of Chemical Composition
2.2 ANSI Standards:
ASC X12 11
B1.20.1 Pipe Threads, General Purpose
2.3 ASME Standard:
B36.10 Welded and Seamless Wrought Steel Pipe
2.4 Military Standards:
MIL-STD-129 Marking for Shipment and Storage
MIL-STD-163 Steel Mill Products Preparation for Shipment and Storage
2.5 Federal Standards:
Fed. Std. No. 123 Marking for Shipment (Civil Agencies)
Fed. Std. No 183 Continuous Identification Marking of Iron and Steel Products
2.6 API Standard:
5L Specification for Line Pipe
3. Ordering Information
3.1 Information items to be considered, if appropriate, for inclusion in the purchase order are as follows:
3.1.1 Specification designation (A 53 or A 53M, including year of issue),
3.1.2 Quantity (feet, metres, or number of lengths),
3.1.3 Grade (see Table 1),
3.1.4 Type (see 1.2 and Table 2),
3.1.5 Finish (black or galvanized),
3.1.6 Size (either nominal (NPS) [DN] and weight class or schedule number, or both; or outside diameter and nominal wall thickness, Table X2.2 and Table X2.3),
3.1.7 Length (specific or random, Section 18),
3.1.8 End finish (plain end or threaded, Section 13),
3.1.8.1 Threaded and coupled, if desired,
3.1.8.2 Threads only (no couplings), if desired,
3.1.8.3 Plain end, if desired,
3.1.8.4 Couplings power tight, if desired,
3.1.8.5 Taper tapped couplings for NPS 2 [DN 50] and smaller, if desired,
3.1.9 Close coiling, if required (see 8.2),
3.1.10 Skelp for tension tests, if permitted (see 17.2),
3.1.11 Certification (see Section 22),
3.1.12 End use of material,
3.1.13 Special requirements, and
3.1.14 Selection of applicable level of preservation and packaging and level of packing required, if other than as specified or if MIL-STD-163 applies (see 21.2).
4. Materials and Manufacture
4.1 The steel for both seamless and welded pipe shall be made by one or more of the following processes: open-hearth,electric-furnace, or basic-oxygen.
4.2 When steels of different grades are sequentially strand cast, identification of the resultant transition material is required. The producer shall remove the transition material by any established procedure that positively separates the grades.
4.3 The weld seam of electric-resistance welded pipe in Grade B shall be heat treated after welding to a minimum of 1000°F [540°C] so that no untempered martensite remains, or otherwise processed in such a manner that no untempered martensite remains.
4.4 When pipe is cold expanded, the amount of expansion shall not exceed 1 1 ⁄ 2 % of the outside diameter pipe size.
5. Chemical Composition
5.1 The steel shall conform to the requirements as to chemical composition in Table 1 and the chemical analysis shall be in accordance with Test Methods, Practices, and Terminology A 751.
A The combination of these five elements shall not exceed 1.00 %.
6. Product Analysis
6.1 The purchaser is permitted to perform an analysis of two pipes from each lot of 500 lengths, or fraction thereof. Samples for chemical analysis, except for spectrographic analysis, shall be taken in accordance with Practice E 1806. The chemical composition thus determined shall conform to the requirements specified in Table 1.
6.2 If the analysis of either pipe does not conform to the requirements specified in Table 1, analyses shall be made on additional pipes of double the original number from the same lot, each of which shall conform to the requirements specified.
7. Tensile Requirements
7.1 The material shall conform to the requirements as to tensile properties prescribed in Table 2.
TABLE 2 Tensile Requirements
A The minimum elongation in 2 in. [50 mm] shall be that determined by the
following equation:

where:
e = minimum elongation in 2 in. [50 mm] in percent rounded to the nearest percent,
A = cross-sectional area of the tension specimen, rounded to the nearest 0.01 in. 2 [1 mm 2 ], based on the specified outside diameter or the nominal specimen width and specified wall thickness. If the area calculated is equal to or greater than 0.75 in. 2 [500 mm 2 ], then the value 0.75 in. 2 [500mm2 ] shall be used, and
U = specified tensile strength, psi [MPa].
B See Table X4.1 or Table X4.2, whichever is applicable, for minimum elongation values for various size tension specimens and grades.
7.2 The yield strength corresponding to a permanent offset of 0.2 % of the gage length of the specimen or to a total extension of 0.5 % of the gage length under load shall be determined.
7.3 The test specimen taken across the weld shall show a tensile strength not less than the minimum tensile strength specified for the grade of pipe ordered. This test will not be required for pipe under NPS 8 [DN 200].
7.4 Transverse tension test specimens for electric-welded pipe NPS 8 [DN 200] and larger shall be taken opposite the weld. All transverse test specimens shall be approximately 1 1 ⁄ 2 in. [40 mm] wide in the gage length, and shall represent the full wall thickness of the pipe from which the specimen was cut.This test is required for NPS 8 [DN 200] and larger.
8. Bending Requirements
8.1 For pipe NPS 2 [DN 50] and under, a sufficient length of pipe shall be capable of being bent cold through 90° around a cylindrical mandrel, the diameter of which is twelve times the outside diameter of the pipe, without developing cracks at any portion and without opening the weld.
8.2 When ordered for close coiling, the pipe shall stand being bent cold through 180° around a cylindrical mandrel, the diameter of which is eight times the outside diameter of the pipe, without failure.
8.3 Double-extra-strong pipe over NPS 1 1 ⁄ 4 [DN 32] need not be subjected to the bend test.
9. Flattening Test
9.1 The flattening test shall be made on pipe over NPS 2 [DN 50] with all thicknesses extra strong and lighter.
9.2 Seamless Pipe:
9.2.1 For seamless pipe, a test specimen at least 2 1 ⁄ 2 in. [60
mm] in length shall be flattened cold between parallel plates in two steps. During the first step, which is a test for ductility, no cracks or breaks on the inside, outside, or end surfaces, except as provided for in 9.7, shall occur until the distance between the plates is less than the value of H calculated as follows:
where:
H = distance between flattening plates, in. [mm] (Note 4),
e = deformation per unit length (constant for a given grade of steel, 0.09 for Grade A, and 0.07 for Grade B),
t = nominal wall thickness, in. [mm], and
D = specified outside diameter, in. [mm]
9.2.2 During the second step, which is a test for soundness,the flattening shall be continued until the test specimen breaks or the opposite sides of the pipe meet. Evidence of laminated or unsound material that is revealed during the entire flattening test shall be cause for rejection.
NOTE 4—The H values have been calculated for standard and extraheavy weight sizes from NPS 2 1 ⁄ 2 to NPS 24 [DN 65 to DN 600],inclusive, and are shown in Table X2.1.
9.3 Electric-Resistance-Welded Pipe— A test specimen at least 4 in. [100 mm] in length shall be flattened cold between parallel plates in three steps, with the weld located either 0° or 90° from the line of direction of force as required in 9.3.1 or 9.3.2, whichever is applicable. During the first step, which is a test for ductility of the weld, no cracks or breaks on the inside or outside surfaces at the weld shall occur until the distance between the plates is less than two thirds of the specified diameter of the pipe. As a second step, the flattening shall be continued as a test for ductility away from the weld. During the second step, no cracks or breaks on the inside or outside surfaces away from the weld, except as provided for in 9.7,shall occur until the distance between the plates is less than one third of the specified outside diameter of the pipe but is not less than five times the wall thickness of the pipe. During the third step, which is a test for soundness, the flattening shall be continued until the test specimen breaks or the opposite walls of the pipe meet. Evidence of laminated or unsound material or of incomplete weld that is revealed by the flattening test shall be cause for rejection.
9.3.1 For pipe produced in single lengths, the flattening test specified in 9.3 shall be made using a test specimen taken from each end of each length of pipe. The tests from each end shall be made alternately with the weld at 0° and at 90° from the line of direction of force.
9.3.2 For pipe produced in multiple lengths, the flattening test specified in 9.3 shall be made as follows:
9.3.2.1 Test specimens taken from, and representative of, the front end of the first pipe intended to be supplied from each coil, the back end of the last pipe intended to be supplied from each coil, and each side of any intermediate weld stop location shall be flattened with the weld located at 90° from the line of direction of force.
9.3.2.2 Test specimens taken from pipe at any two locations intermediate to the front end of the first pipe and the back end of the last pipe intended to be supplied from each coil shall be flattened with the weld located at 0° from the line of direction of force.
9.3.3 For pipe that is to be subsequently reheated throughout its cross section and hot formed by a reducing process, the manufacturer shall have the option of obtaining the flattening test specimens required by 9.3.1 or 9.3.2, whichever is applicable, either prior to or after such hot reducing.
9.4 Continuous-Welded Pipe—A test specimen at least 4 in.[100 mm] in length shall be flattened cold between parallel plates in three steps. The weld shall be located at 90° from the line of direction of force. During the first step, which is a test for ductility of the weld, no cracks or breaks on the inside,outside, or end surfaces at the weld shall occur until the distance between the plates is less than three fourths of the specified diameter of the pipe. As a second step, the flattening
shall be continued as a test for ductility away from the weld.During the second step, no cracks or breaks on the inside,outside, or end surfaces away from the weld, except as provided for in 9.7, shall occur until the distance between the plates is less than 60 % of the specified outside diameter of the pipe. During the third step, which is a test for soundness, the flattening shall be continued until the test specimen breaks or the opposite walls of the pipe meet. Evidence of laminated or unsound material or of incomplete weld that is revealed by the flattening test shall be cause for rejection.
9.5 Surface imperfections in the test specimen before flattening, but revealed during the first step of the flattening test,shall be judged in accordance with the finish requirements in Section 14.
9.6 Superficial ruptures as a result of surface imperfections shall not be cause for rejection.
9.7 When low D-to-t ratio tubulars are tested, because the strain imposed due to geometry is unreasonably high on the inside surface at the 6 and 12 o’clock locations, cracks at these locations shall not be cause for rejection if the D-to-t ratio is less than 10.
10. Hydrostatic Test
10.1 The hydrostatic test shall be applied, without leakage through the pipe wall, to each length of pipe except as provided in 11.2 for seamless pipe.
10.2 Each length of plain-end pipe shall be hydrostatically tested to the pressures prescribed in Table X2.2, and each threaded-and-coupled length shall be hydrostatically tested to the pressures prescribed in Table X2.3. It shall be permissible,at the discretion of the manufacturer, to perform the hydrostatic test on pipe with plain ends, with threads only, or with threads and couplings and also shall be permissible to test pipe in either single lengths or multiple lengths.
NOTE 5—The hydrostatic test pressures given herein are inspection test pressures, are not intended as a basis for design, and do not have any direct relationship to working pressures.
10.3 The minimum hydrostatic test pressure required to satisfy these requirements need not exceed 2500 psi [17 200 kPa] for NPS 3 [DN 80] and under, nor 2800 psi [19 300 kPa] for all sized over NPS 3 [DN 80]. This does not prohibit testing at a higher pressure at the manufacturer’s option. The hydrostatic pressure shall be maintained for not less than 5 s for all sizes of seamless and electric-welded pipe.
11. Nondestructive Electric Test
11.1 Type E Pipe:
11.1.1 The weld seam of each length of ERW pipe NPS 2 [DN 50] and larger shall be tested with a nondestructive electric test as follows:
11.1.2 Ultrasonic and Electromagnetic Inspection—Any equipment utilizing the ultrasonic or electromagnetic principles and capable of continuous and uninterrupted inspection of the weld seam shall be used. The equipment shall be checked with an applicable reference standard as described in 11.1.3 at least once every working turn or not more than 8 h to demonstrate its effectiveness and the inspection procedures. The equipment shall be adjusted to produce well-defined indications when the reference standard is scanned by the inspection unit in a manner simulating the inspection of the product.
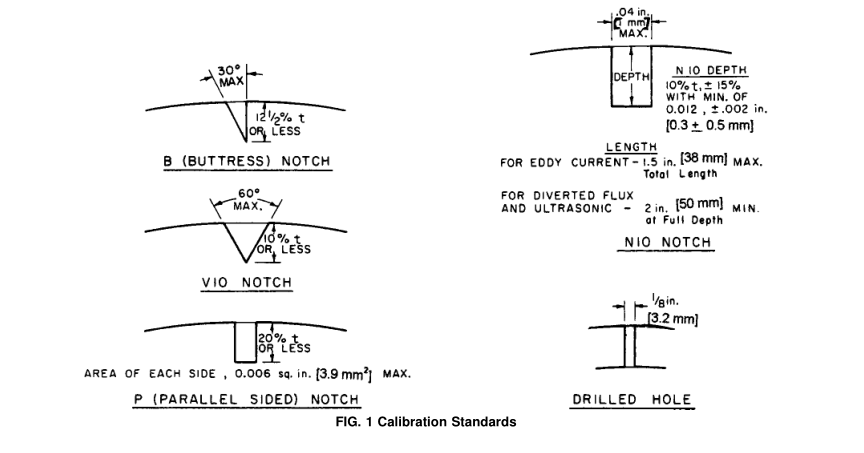
11.1.3 Reference Standards—The length of the reference standards shall be determined by the pipe manufacturer, and they shall have the same specified diameter and thickness as the product being inspected. Reference standards shall contain machined notches, one on the inside surface and one on the outside surface, or a drilled hole, as shown in Fig. 1, at the option of the pipe manufacturer. The notches shall be parallel to the weld seam, and shall be separated by a distance sufficient to produce two separate and distinguishable signals. The 1 ⁄ 8 -in. [3.2-mm] hole shall be drilled through the wall and perpendicular to the surface of the reference standard as shown in Fig.1. Care shall be taken in the preparation of the reference standard to ensure freedom from fins or other edge roughness,or distortion of the pipe.
NOTE 6—The calibration standards defined in 11.1.3 are convenient standards for calibration of nondestructive testing equipment. The dimensions of such standards are not to be construed as the minimum sizes of imperfections detectable by such equipment.
11.1.4 Acceptance Limits—Table 3 gives the height of acceptance limit signals in percent of the height of signals produced by reference standards. Imperfections in the weld seam that produce a signal greater than the acceptance limit signal given in Table 3 shall be considered a defect unless the pipe manufacturer can demonstrate that the imperfection does not reduce the effective wall thickness beyond 12 1 ⁄ 2 % of the specified wall thickness.
TABLE 3 Acceptance Limits
11.2 Seamless Pipe—As an alternative to the hydrostatic test, and when specified by the purchaser, the full body of each seamless pipe shall be tested with a nondestructive electric test in accordance with Practices E 213, E 309, or E 570. In this case each length so furnished shall include the mandatory marking of the letters “NDE.” Except as provided in 11.2.6.2 it is the intent of this test to reject pipe with imperfections which produce test signals equal to or greater than that of the calibration standard.
11.2.1 When the nondestructive electric test is performed,the lengths shall be marked with the letters “NDE.” The certification, when required, shall state Nondestructive Electric Tested and shall indicate which of the tests was applied. Also,the letters NDE shall be appended to the product specification number and material grade shown on the certification.
11.2.2 The following information is intended to facilitate the use of this specification.
11.2.2.1 The calibration standards defined in 11.2.3 through
11.2.5 are convenient standards for calibration of nondestructive testing equipment. The dimensions of such standards are not to be construed as the minimum sizes of imperfections detectable by such equipment.
11.2.2.2 The ultrasonic testing referred to in this specification is capable of detecting the presence and location of significant longitudinally or circumferentially oriented imperfections; however, different techniques need to be employed for the detection of differently oriented imperfections. Ultrasonic testing is not necessarily capable of detecting short, deep imperfections.
11.2.2.3 The eddy current examination referenced in this specification has the capability of detecting significant discontinuities, especially of the short abrupt type.
11.2.2.4 The flux leakage examination referred to in this specification is capable of detecting the presence and location of significant longitudinally or transversely oriented discontinuities. The provisions of this specification only require longitudinal calibration for flux leakage. Different techniques need to be employed for the detection of differently oriented imperfections.
11.2.2.5 The hydrostatic test referred to in 10.2 has the capability of finding imperfections of a size permitting the test fluid to leak through the tube wall and may be either visually seen or detected by a loss of pressure. Hydrostatic testing is not necessarily capable of detecting very tight through-the-wall imperfections or imperfections that extend an appreciable distance into the wall without complete penetration.
11.2.2.6 A purchaser interested in ascertaining the nature (type, size, location, and orientation) of imperfections that are capable of being detected in the specific application of these examinations is directed to discuss this with the manufacturer of the tubular product.
11.2.3 For ultrasonic testing, the calibration reference notches shall be at the option of the producer, and shall be any one of the three common notch shapes shown in Practice E 213. The depth of notch shall not exceed 12.5 % of the specified wall thickness of the pipe or 0.004 in. [0.1 mm],whichever is greater.
11.2.4 For eddy current testing, the calibration pipe shall contain, at the option of the producer, any one of the following calibration standards to establish a minimum sensitivity level for rejection.
11.2.4.1 Drilled Hole—Depending upon the pipe diameter the calibration pipe shall contain three holes spaced 120° apart or four holes spaced 90° apart and sufficiently separated longitudinally to ensure separately distinguishable responses.The holes shall be drilled radially and completely through the pipe wall, care being taken to avoid distortion of the pipe while drilling. Depending upon the pipe diameter the calibration pipe shall contain the following hole:
11.2.4.2 Transverse Tangential Notch—Using a round tool or file with a 1 ⁄ 4 in. [6 mm] diameter, a notch shall be filed or milled tangential to the surface and transverse to the longitudinal axis of the pipe. The notch shall have a depth not exceeding 12.5 % of the specified wall thickness of the pipe or 0.012 in. [0.3 mm], whichever is greater.
11.2.4.3 Longitudinal Notch—A notch 0.031 in. [0.8 mm] or less in width shall be machined in a radial plane parallel to the tube axis on the outside surface of the pipe, to have a depth not exceeding 12.5 % of the specified wall thickness of the tube or 0.012 in. [0.3 mm], whichever is greater. The length of the notch shall be compatible with the testing method.
11.2.4.4 Compatibility—The discontinuity in the calibration pipe shall be compatible with the testing equipment and the method being used.
11.2.5 For flux leakage testing, the longitudinal calibration reference notches shall be straight sided notches machined in a radial plane parallel to the pipe axis. For wall thickness under 0.500 in. [12.7 mm], outside and inside notches shall be used.For wall thickness equal and above 0.500 in. [12.7 mm], only an outside notch shall be used. Notch depth shall not exceed 12.5 % of the specified wall thickness, or 0.012 in. [0.3 mm],whichever is greater. Notch length shall not exceed 1 in. [25mm], and the width shall not exceed the depth. Outside diameter and inside diameter notches shall be located sufficiently apart to allow separation and identification of the signals.
11.2.6 Pipe containing one or more imperfections that produce a signal equal to or greater than the signal produced by the calibration standard shall be rejected or the area producing the signal shall be rejected.
11.2.6.1 Test signals produced by imperfections that cannot be identified, or produced by cracks or crack-like imperfections, shall result in rejection of the pipe, unless it is repaired and retested. To be accepted, the pipe must pass the same specification test to which it was originally subjected, provided that the remaining wall thickness is not decreased below that permitted by the specification. It shall be permissible to reduce the outside diameter at the point of grinding by the amount so removed.
11.2.6.2 It shall be permissible to evaluate test signals produced by visual imperfections in accordance with provisions of Section 14. A few examples of these imperfections would be straightener marks, cutting chips, scratches, steel die stamps, stop marks, or pipe reducer ripple.
11.2.7 The test methods described in this section are not necessarily capable of inspecting the end portion of pipes. This condition is referred to as end effect. The length of the end effect shall be determined by the manufacturer and, when specified in the purchase order, reported to the purchaser.
12. Permissible Variations in Weight and Dimensions
12.1 Weight—The weight of the pipe as specified in Table X2.2 and Table X2.3 or as calculated from the relevant equation in ASME B36.10M shall not vary by more than 610 %.
NOTE 7—The weight tolerance is determined from the weights of the customary lifts of pipe as produced for shipment by the mill, divided by the number of feet of pipe in the lift. On pipe sizes over NPS 4 [DN 100],where individual lengths are weighed, the weight tolerance is applicable to the individual length.
12.2 Diameter—For pipe NPS 1 1 ⁄ 2 [DN 40] and under, the outside diameter at any point shall not vary more than 6 1 ⁄ 64 in.[0.4 mm] from the standard specified. For pipe NPS 2 [DN 50] and over, the outside diameter shall not vary more than 61 % from the standard specified.
12.3 Thickness—The minimum wall thickness at any point shall be not more than 12.5 % under the nominal wall thickness specified. The minimum wall thickness on inspection shall conform to the requirements in Table X2.4.
13. End Finish
13.1 When ordered with plain ends, the pipe shall be furnished to the following practice, unless otherwise specified.
13.1.1 NPS 1 1 ⁄ 2 [DN 40] and Smaller—Unless otherwise specified on the purchase order, end finish shall be at the option of the manufacturer.
13.1.2 NPS 2 [DN 50] and Larger:
13.1.2.1 Pipe of standard or extra strong weights, or in wall thickness less than 0.500 in. [12.7 mm], other than double extra strong pipe, shall be plain-end beveled with ends beveled to an angle of 30°, +5°, −0°, measured from a line drawn perpendicular to the axis of the pipe, and with a root face of 1 ⁄ 16 in. 6 1 ⁄ 32 in. [1.6 mm 6 0.8 mm].
13.1.2.2 Pipe with wall thicknesses over 0.500 in. [12.7 mm], and all double extra strong, shall be plain-end square cut.
13.2 When ordered with threaded ends, the pipe ends shall be provided with a thread in accordance with the gaging practice and tolerances of ANSI B1.20.1. For standard-weight pipe NPS 6 [DN 150] and smaller, refer to Table X3.1 for threading data. For standard-weight pipe NPS 8 [DN 200] and larger and all sizes of extra-strong weight and double extrastrong weight, refer to Table X3.2 for threading data. Threaded pipe NPS 4 [DN 100] and larger shall have thread protectors on the ends not protected by a coupling.
13.3 When ordered with couplings, one end of each length of pipe shall be provided with a coupling manufactured in accordance with Specification A 865. The coupling threads shall be in accordance with the gaging practice of ANSI B1.20.1. The coupling shall be applied handling-tight, unless power-tight is specified on the order. Couplings are to be made of steel. Taper-tapped couplings shall be furnished on all weights of threaded pipe sizes NPS 2 1 ⁄ 2 [DN 65] and larger. For pipe NPS 2 [DN 50] and smaller, it is regular practice to furnish straight-tapped couplings for standard-weight pipe and taper-tapped couplings for extra-strong and double extra-strong pipe. If tapertapped couplings are required for pipe NPS 2 [DN 50] and smaller on standard-weight pipe, it is recommended that line pipe threads in accordance with API Specification 5L be ordered. The taper-tapped couplings provided on line pipe in these sizes may be used on mill-threaded standardweight pipe of the same size.
14. Workmanship, Finish and Appearance
14.1 The pipe manufacturer shall explore a sufficient number of visual surface imperfections to provide reasonable assurance that they have been properly evaluated with respect to depth.
14.2 Surface imperfections that penetrate more than 12 1 ⁄ 2 % of the nominal wall thickness or encroach on the minimum wall thickness shall be considered defects. Pipe with defects shall be given one of the following dispositions:
14.2.1 The defect shall be removed by grinding, provided that the remaining wall thickness is within specified limits,
14.2.2 Type S pipe and the parent metal of Type E pipe,except within
1 ⁄ 2 in. [13 mm] of the fusion line of the electric resistance seam, are permitted to be repaired in accordance with the welding provisions of 14.5. Repair welding of Type F pipe and the weld seam of Type E is prohibited.
14.2.3 The section of pipe containing the defect may be cut off within the limits of requirement on length, or
14.2.4 Rejected.
14.3 At the purchaser’s discretion, pipe shall be subjected to rejection if surface defects repaired in accordance with 14.2 are not scattered, but appear over a large area in excess of what is considered a workmanlike finish. Disposition of such pipe shall be a matter of agreement between the manufacturer and the purchaser.
14.4 When imperfections or defects are removed by grinding, a smooth curved surface shall be maintained, and the wall thickness shall not be decreased below that permitted by this specification. It shall be permissible to reduce the outside diameter at the point of grinding by the amount so removed.
14.4.1 Wall thickness measurements shall be made with a mechanical caliper or with a properly calibrated nondestructive testing device of appropriate accuracy. In the case of a dispute,the measurement determined by use of the mechanical caliper shall govern.
14.5 Weld repair shall be permitted only subject to approval of the purchaser and in accordance with Specification A 530/A 530M.
14.6 The finished pipe shall be reasonably straight.
14.7 The pipe shall contain no dents greater than 10 % of the pipe diameter or 1 ⁄ 4 in. [6 mm], whichever is smaller,measured as a gap between the lowest point of the dent and a prolongation of the original contour of the pipe. Cold-formed dents deeper than 1 ⁄ 8 in. [3 mm] shall be free of sharp bottom gouges; it shall be permissible to remove the gouges by grinding, provided that the remaining wall thickness is within specified limits. The length of the dent in any direction shall not exceed one half the pipe diameter.
15. Number of Tests
15.1 Except as required by 15.2, one of each of the tests specified in Section 7, 8.2, and Section 9 shall be made on test specimens taken from one length of pipe from each lot of each pipe size. For continuous-welded pipe, a lot shall contain no more than 25 tons [23 Mg] of pipe for pipe sizes NPS 1 1 ⁄ 2 [DN 40] and smaller, and no more than 50 tons [45 Mg] of pipe for pipe sizes NPS 2 [DN 50] and larger. For seamless and electric-resistance-welded pipe, a lot shall contain no more than one heat, and at the option of the manufacturer shall contain no more than 500 lengths of pipe (as initially cut after the final pipe-forming operation, prior to any further cutting to the required ordered lengths) or 50 tons [45 Mg] of pipe.
15.2 The number of flattening tests for electric-resistance-welded pipe shall be in accordance with 9.3.1 or 9.3.2,whichever is applicable.
15.3 Except as allowed by 11.2, each length of pipe shall be subjected to the hydrostatic test specified in Section 10.
16. Retests
16.1 If the results of the mechanical tests of any lot do not conform to the requirements specified in Sections 7, 8, and 9,retests are permitted to be made on additional pipe of double the original number from the same lot, each of which shall conform to the requirements specified.
16.2 For pipe produced in single lengths, if any section of the pipe fails to comply with the requirements of 9.3, it shall be permissible to cut other sections from the same end of the same length until satisfactory tests are obtained, except that the finished pipe shall not be shorter than 80 % of its length after the original cropping; otherwise the length shall be rejected.For pipe produced in multiple lengths, it shall be permissible to cut retests from each end of each individual length in the multiple. Such tests shall be made with the weld alternately 0° and 90° from the line of direction of force.
17. Test Methods
17.1 The test specimens and the tests required by this specification shall conform to those described in the latest issue of Test Methods and Definitions A 370.
17.2 The longitudinal tension test specimen shall be taken from the end of the pipe or, for continuous-welded pipe, it shall be permissible to be taken from the skelp, at a point approximately 90° from the weld, and shall not be flattened between gage marks. The sides of each specimen shall be parallel between gage marks. If desired, the tension tests are permitted to be made on the full section of pipe. When impracticable to pull a test specimen in full section, the standard 2-in. [50-mm] gage length tension test specimen shown in Fig. A2.3 of Test Methods and Definitions A 370 is acceptable.
17.3 Transverse weld test specimens from electric-resistance-welded pipe shall be taken with the weld at the center of the specimen. All transverse test specimens shall be approximately 1 1 ⁄ 2 in. [40 mm] wide in the gage length and shall represent the full wall thickness of the pipe from which the specimen was cut.
17.4 Test specimens for the bend and flattening tests shall be taken from pipe. Test specimens for the flattening test shall be smooth on the ends and free from burrs.
17.5 All specimens shall be tested at room temperature.
18. Lengths
18.1 Unless otherwise specified, pipe lengths shall be in accordance with the following regular practice.
18.1.1 Pipe of weights lighter than extra strong shall be in single-random lengths of 16 to 22 ft [4.88 to 6.71 m], but not more than 5 % of the total number of threaded lengths are permitted to be jointers (two pieces coupled together). When ordered with plain ends, 5 % are permitted to be in lengths of 12 to 16 ft [3.66 to 4.88 m].
18.1.2 Pipe of extra-strong and heavier weights shall be in random lengths of 12 to 22 ft [3.66 to 6.71 m]. Five percent are permitted to be in lengths of 6 to 12 ft [1.83 to 3.66 m].
18.1.3 When extra-strong or lighter pipe is ordered in double-random lengths, the minimum lengths shall be not less than 22 ft [6.71 m], with a minimum average for the order of 35 ft [10.67 m].
18.1.4 When lengths longer than single random are required for wall thicknesses heavier than extra-strong, the length shall be subject to negotiation.
18.1.5 When pipe is furnished with threads and couplings,the length shall be measured to the outer face of the coupling.
19. Galvanized Pipe
19.1 Galvanized pipe ordered under this specification shall be coated with zinc inside and outside by the hot-dip process.The zinc used for the coating shall be any grade of zinc conforming to Specification B 6.
19.2 Weight of Coating—The weight of zinc coating shall be not less than 1.8 oz/ft 2 [0.55 kg/m 2 ] as determined from the average results of the two specimens taken for test in the manner prescribed in 19.5 and not less than 1.6 oz/ft 2 [0.49 kg/m 2 ] for either of these specimens. The weight of coating expressed in ounces per square foot shall be calculated by dividing the total weight of zinc, inside plus outside, by the total area, inside plus outside, of the surface coated. Each specimen shall have not less than 1.3 oz/ft 2 [0.40 kg/m 2 ] of
zinc coating on each surface, calculated by dividing the total weight of zinc on the given surface (outside or inside) by the area of the surface coated (outside or inside).
19.3 Weight of Coating Test—The weight of zinc coating shall be determined by a stripping test in accordance with Test Method A 90/A 90M. The total zinc on each specimen shall be determined in a single stripping operation.
19.4 Test Specimens—Test specimens for determination of weight of coating shall be cut approximately 4 in. [100 mm] in length.
19.5 Number of Tests—Two test specimens for the determination of weight of coating shall be taken, one from each end of one length of galvanized pipe selected at random from each lot of 500 lengths or fraction thereof, of each size.
19.6 Retests—If the weight of coating of any lot does not conform to the requirements specified in 19.2, retests of two additional pipes from the same lot shall be made, each of which shall conform to the requirements specified.
19.7 When pipe ordered under this specification is to be galvanized, the tension, flattening, and bend tests shall be made on the base material before galvanizing. When specified,results of the mechanical tests on the base material shall be reported to the purchaser. If it is impracticable to make the mechanical tests on the base material before galvanizing, it shall be permissible to make such tests on galvanized samples,and any flaking or cracking of the zinc coating shall not be considered cause for rejection. When galvanized pipe is bent or otherwise fabricated to a degree that causes the zinc coating to stretch or compress beyond the limit of elasticity, some flaking of the coating is acceptable.
20. Inspection
20.1 The inspector representing the purchaser shall have entry, at all times while work on the contract of the purchaser is being performed, to all parts of the manufacturer’s works that concern the manufacture of the material ordered. The manufacturer shall afford the inspector all reasonable facilities to satisfy him that the material is being furnished in accordance with this specification. All tests (except product analysis) and inspection shall be made at the place of manufacture prior to shipment, unless otherwise specified, and shall be so conducted as not to interfere unnecessarily with the operation of the works.
21. Rejection
21.1 The purchaser is permitted to inspect each length of pipe received from the manufacturer and, if it does not meet the requirements of this specification based on the inspection and test method as outlined in the specification, the length shall be rejected and the manufacturer shall be notified. Disposition of rejected pipe shall be a matter of agreement between the manufacturer and the purchaser.
21.2 Pipe found in fabrication or in installation to be unsuitable for the intended use, under the scope and requirements of this specification, shall be set aside and the manufacturer notified. Such pipe shall be subject to mutual investigation as to the nature and severity of the deficiency and the forming or installation, or both, conditions involved. Disposition shall be a matter for agreement.
22. Certification
22.1 The producer or supplier shall, upon request, furnish to the purchaser a certificate of inspection stating that the material has been manufactured, sampled, tested, and inspected in accordance with this specification (including year of issue),and has been found to meet the requirements.
22.2 Report—For Types E and S, the producer or supplier shall furnish to the purchaser a chemical analysis report for the elements specified in Table 1.
22.3 EDI—A certificate of inspection or chemical analysis report printed from or used in electronic form from an electronic data interchange (EDI) transmission shall be regarded as having the same validity as a counterpart printed in the certifier’s facility. The use and format of the EDI document are subject to agreement between the purchaser and the supplier.
NOTE 8—EDI is the computer to computer exchange of business information in a standard format such as ANSI ASC X12.
22.4 Notwithstanding the absence of a signature, the organization submitting the certificate of inspection or chemical analysis report is responsible for its content.
23. Product Marking
23.1 Except as allowed by 23.5 and 23.6, each length of pipe shall be legibly marked in the following sequence by rolling, stamping, or stenciling to show:
23.1.1 Manufacturer’s name or mark,
23.1.2 Specification number (year of issue not required),
NOTE 9—Pipe that complies with multiple compatible specifications may be marked with the appropriate designation for each specification.
23.1.3 Size (NPS and weight class, schedule number, or nominal wall thickness; or specified outside diameter and nominal wall thickness),
23.1.4 Grade (A or B),
23.1.5 Type of pipe (F, E, or S),
23.1.6 Test pressure, seamless pipe only (if applicable, in accordance with Table 4),
23.1.7 Nondestructive electric test, seamless pipe only (if applicable, in accordance with Table 4),
23.2 Unless another marking format is specified in the purchase order, length shall be marked in feet and tenths of a foot, or metres to two decimal places, dependent upon the units to which the pipe was ordered. The location of such marking shall be at the option of the manufacturer.
23.3 Heat number, lot number, run number, or a combination thereof shall be marked at the option of the manufacturer,unless specific marking is specified in the purchase order. The location of such marking shall be at the option of the manufacturer.
23.4 Any additional information desired by the manufacturer or specified in the purchase order.
23.5 For pipe NPS 1 1 ⁄ 2 [DN 40] and smaller that is bundled,it shall be permissible to mark this information on a tag securely attached to each bundle.
23.6 When pipe sections are cut into shorter lengths by a subsequent producer for resale as material, the processor shall transfer complete identification including the name or brand of the manufacturer, to each unmarked cut length, or to metal tags securely attached to unmarked pipe bundled in accordance with the requirements of 23.5. The same material designation shall be included with the information transferred, and the processor’s name, trademark, or brand shall be added.
23.7 Bar Coding—In addition to the requirements in 23.1,23.5, and 23.6, bar coding is acceptable as a supplementary identification method. It is recommended that bar coding be consistent with theAutomotive IndustryAction Group (AIAG) standard prepared by the Primary Metals Subcommittee of the AIAG Bar Code Project Team.
24. Government Procurement
24.1 When specified in the contract, material shall be preserved, packaged, and packed in accordance with the requirements of MIL-STD-163. The applicable levels shall be as specified in the contract. Marking for shipment of such material shall be in accordance with Fed. Std. No. 123 for civil agencies and MIL-STD-129 or Federal Std. No. 183 if continuous marking is required, for military agencies.
24.2 Inspection—Unless otherwise specified in the contract,the producer is responsible for the performance of all inspection and test requirements specified herein. Except as otherwise specified in the contract, the manufacturer shall use its own or any other suitable facilities for performing the inspection and test requirements specified herein, unless otherwise disapproved by the purchaser in the contract or purchase order. The purchaser shall have the right to perform any of the inspections and tests set forth in this specification where deemed necessary to ensure that the material conforms to prescribed requirements.
25. Packaging and Package Marking
25.1 When specified on the purchase order, packaging,marking, and loading or shipment shall be in accordance with those procedures recommended by Practices A 700.
26. Keywords
26.1 black steel pipe; seamless steel pipe; steel pipe; welded steel pipe; zinc coated steel pipe
Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless
1. Scope
1.1 This specification covers seamless and welded black and hot-dipped galvanized steel pipe in NPS 1 ⁄ 8 to NPS 26 [DN 6 to DN 650] (Note 1), inclusive, with nominal wall thickness (Note 2) as given in Table X2.2 and Table X2.3. It shall be permissible to furnish pipe having other dimensions (Note 2) provided such pipe complies with all other requirements of this specification.
NOTE 1—The dimensionless designators NPS (nominal pipe size) [DN
(diameter nominal)] have been substituted in this specification for such traditional terms as “nominal diameter,” “size,” and “nominal size.”
NOTE 2—The term nominal wall thickness has been assigned for the purpose of convenient designation, existing in name only, and is used to distinguish it from the actual wall thickness, which may vary over or under the nominal wall thickness.
1.2 This specification covers the following types and grades:
1.2.1 Type F—Furnace-butt welded, continuous welded Grade A,
1.2.2 Type E—Electric-resistance welded, Grades A and B,and
1.2.3 Type S—Seamless, Grades A and B.
NOTE 3—See Appendix X1 for definitions of types of pipe.
1.3 Pipe ordered under this specification is intended for mechanical and pressure applications and is also acceptable for ordinary uses in steam, water, gas, and air lines. It is suitable for welding, and suitable for forming operations involving coiling, bending, and flanging, subject to the following qualifications:
1.3.1 Type F is not intended for flanging.
1.3.2 When Types S and E are required for close coiling or cold bending, Grade A is the preferred grade. This provision is not intended to prohibit the cold bending of Grade B pipe.
1.3.3 Type E is furnished either nonexpanded or cold expanded at the option of the manufacturer.
1.4 The values stated in either SI units or inch-pound units are to be regarded separately as standard. The values stated in each system may not be exact equivalents; therefore, each system shall be used independently of the other. Combining values from the two systems may result in non-conformance with the standard.
1.5 The following precautionary caveat pertains only to the test method portion, Sections 9, 10, 11, 15, 16, and 17 of this specification: This standard does not purport to address all of the safety concerns, if any, associated with its use. It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to use.
1.6 The text of this specification contains notes or footnotes,or both, that provide explanatory material. Such notes and footnotes, excluding those in tables and figures, do not contain any mandatory requirements.
2. Referenced Documents
2.1 ASTM Standards:
A 90/A 90M Test Method for Weight [Mass] of Coating on Iron and Steel Articles with Zinc or Zinc-Alloy Coatings
A 370 Test Methods and Definitions for Mechanical Testing of Steel Products
A 530/A 530M Specification for General Requirements for Specialized Carbon and Alloy Steel Pipe
A 700 Practices for Packaging, Marking, and Loading Methods for Steel Products for Domestic Shipment
A 751 Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products
A 865 Specification for Threaded Couplings, Steel, Black or Zinc-Coated (Galvanized) Welded or Seamless, for Use in Steel Pipe Joints
B 6 Specification for Zinc 7
E 29 Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications
E 213 Practice for Ultrasonic Examination of Metal Pipe and Tubing
E 309 Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation
E 570 Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products
E 1806 Practice for Sampling Steel and Iron for Determination of Chemical Composition
2.2 ANSI Standards:
ASC X12 11
B1.20.1 Pipe Threads, General Purpose
2.3 ASME Standard:
B36.10 Welded and Seamless Wrought Steel Pipe
2.4 Military Standards:
MIL-STD-129 Marking for Shipment and Storage
MIL-STD-163 Steel Mill Products Preparation for Shipment and Storage
2.5 Federal Standards:
Fed. Std. No. 123 Marking for Shipment (Civil Agencies)
Fed. Std. No 183 Continuous Identification Marking of Iron and Steel Products
2.6 API Standard:
5L Specification for Line Pipe
3. Ordering Information
3.1 Information items to be considered, if appropriate, for inclusion in the purchase order are as follows:
3.1.1 Specification designation (A 53 or A 53M, including year of issue),
3.1.2 Quantity (feet, metres, or number of lengths),
3.1.3 Grade (see Table 1),
3.1.4 Type (see 1.2 and Table 2),
3.1.5 Finish (black or galvanized),
3.1.6 Size (either nominal (NPS) [DN] and weight class or schedule number, or both; or outside diameter and nominal wall thickness, Table X2.2 and Table X2.3),
3.1.7 Length (specific or random, Section 18),
3.1.8 End finish (plain end or threaded, Section 13),
3.1.8.1 Threaded and coupled, if desired,
3.1.8.2 Threads only (no couplings), if desired,
3.1.8.3 Plain end, if desired,
3.1.8.4 Couplings power tight, if desired,
3.1.8.5 Taper tapped couplings for NPS 2 [DN 50] and smaller, if desired,
3.1.9 Close coiling, if required (see 8.2),
3.1.10 Skelp for tension tests, if permitted (see 17.2),
3.1.11 Certification (see Section 22),
3.1.12 End use of material,
3.1.13 Special requirements, and
3.1.14 Selection of applicable level of preservation and packaging and level of packing required, if other than as specified or if MIL-STD-163 applies (see 21.2).
4. Materials and Manufacture
4.1 The steel for both seamless and welded pipe shall be made by one or more of the following processes: open-hearth,electric-furnace, or basic-oxygen.
4.2 When steels of different grades are sequentially strand cast, identification of the resultant transition material is required. The producer shall remove the transition material by any established procedure that positively separates the grades.
4.3 The weld seam of electric-resistance welded pipe in Grade B shall be heat treated after welding to a minimum of 1000°F [540°C] so that no untempered martensite remains, or otherwise processed in such a manner that no untempered martensite remains.
4.4 When pipe is cold expanded, the amount of expansion shall not exceed 1 1 ⁄ 2 % of the outside diameter pipe size.
5. Chemical Composition
5.1 The steel shall conform to the requirements as to chemical composition in Table 1 and the chemical analysis shall be in accordance with Test Methods, Practices, and Terminology A 751.
TABLE 1 Chemical Requirements
| Composition, max, % | Composition, max, % | ||||||||
| Carbon | Manganese | Phosphorus | Sulfur | Sulfur A | Nickel A | Chromium A | Molybdenum A | Vanadium A | |
| Type S (seamless pipe) | |||||||||
|
Open-hearth,electric-furnace or basic-oxygen: |
|||||||||
| Grade A | 0.25 | 0.95 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| Grade B | 0.30 | 1.20 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| Type E (electric-resistance-welded) | |||||||||
| Open-hearth,electric-furnace or basic-oxygen: | |||||||||
| Grade A | 0.25 | 0.95 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| Grade B | 0.30 | 1.20 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| Type F (furnace-welded pipe) | |||||||||
| Open-hearth, electric-furnace,or basic oxygen | |||||||||
| Grade A | 0.30 | 1.20 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
A The combination of these five elements shall not exceed 1.00 %.
6. Product Analysis
6.1 The purchaser is permitted to perform an analysis of two pipes from each lot of 500 lengths, or fraction thereof. Samples for chemical analysis, except for spectrographic analysis, shall be taken in accordance with Practice E 1806. The chemical composition thus determined shall conform to the requirements specified in Table 1.
6.2 If the analysis of either pipe does not conform to the requirements specified in Table 1, analyses shall be made on additional pipes of double the original number from the same lot, each of which shall conform to the requirements specified.
7. Tensile Requirements
7.1 The material shall conform to the requirements as to tensile properties prescribed in Table 2.
TABLE 2 Tensile Requirements
| Type F | Types E and S | ||
| Open-Hearth,Basic Oxygen,or Electric-Furnace,Grade A | Grade A | Grade B | |
| Tensile strength, min, psi[MPa] | 48 000 [330] | 48 000 [330] | 60 000 [415] |
| Yield strength, min, psi,[MPa] | 30 000 [205] | 30 000 [205] | 35 000 [240] |
| Elongation in 2 in. [50 mm] | A , B | A , B | A , B |
A The minimum elongation in 2 in. [50 mm] shall be that determined by the
following equation:
where:
e = minimum elongation in 2 in. [50 mm] in percent rounded to the nearest percent,
A = cross-sectional area of the tension specimen, rounded to the nearest 0.01 in. 2 [1 mm 2 ], based on the specified outside diameter or the nominal specimen width and specified wall thickness. If the area calculated is equal to or greater than 0.75 in. 2 [500 mm 2 ], then the value 0.75 in. 2 [500mm2 ] shall be used, and
U = specified tensile strength, psi [MPa].
B See Table X4.1 or Table X4.2, whichever is applicable, for minimum elongation values for various size tension specimens and grades.
7.2 The yield strength corresponding to a permanent offset of 0.2 % of the gage length of the specimen or to a total extension of 0.5 % of the gage length under load shall be determined.
7.3 The test specimen taken across the weld shall show a tensile strength not less than the minimum tensile strength specified for the grade of pipe ordered. This test will not be required for pipe under NPS 8 [DN 200].
7.4 Transverse tension test specimens for electric-welded pipe NPS 8 [DN 200] and larger shall be taken opposite the weld. All transverse test specimens shall be approximately 1 1 ⁄ 2 in. [40 mm] wide in the gage length, and shall represent the full wall thickness of the pipe from which the specimen was cut.This test is required for NPS 8 [DN 200] and larger.
8. Bending Requirements
8.1 For pipe NPS 2 [DN 50] and under, a sufficient length of pipe shall be capable of being bent cold through 90° around a cylindrical mandrel, the diameter of which is twelve times the outside diameter of the pipe, without developing cracks at any portion and without opening the weld.
8.2 When ordered for close coiling, the pipe shall stand being bent cold through 180° around a cylindrical mandrel, the diameter of which is eight times the outside diameter of the pipe, without failure.
8.3 Double-extra-strong pipe over NPS 1 1 ⁄ 4 [DN 32] need not be subjected to the bend test.
9. Flattening Test
9.1 The flattening test shall be made on pipe over NPS 2 [DN 50] with all thicknesses extra strong and lighter.
9.2 Seamless Pipe:
9.2.1 For seamless pipe, a test specimen at least 2 1 ⁄ 2 in. [60
mm] in length shall be flattened cold between parallel plates in two steps. During the first step, which is a test for ductility, no cracks or breaks on the inside, outside, or end surfaces, except as provided for in 9.7, shall occur until the distance between the plates is less than the value of H calculated as follows:
H = (1 + e )t/ ( e + t/D )
where:
H = distance between flattening plates, in. [mm] (Note 4),
e = deformation per unit length (constant for a given grade of steel, 0.09 for Grade A, and 0.07 for Grade B),
t = nominal wall thickness, in. [mm], and
D = specified outside diameter, in. [mm]
9.2.2 During the second step, which is a test for soundness,the flattening shall be continued until the test specimen breaks or the opposite sides of the pipe meet. Evidence of laminated or unsound material that is revealed during the entire flattening test shall be cause for rejection.
NOTE 4—The H values have been calculated for standard and extraheavy weight sizes from NPS 2 1 ⁄ 2 to NPS 24 [DN 65 to DN 600],inclusive, and are shown in Table X2.1.
9.3 Electric-Resistance-Welded Pipe— A test specimen at least 4 in. [100 mm] in length shall be flattened cold between parallel plates in three steps, with the weld located either 0° or 90° from the line of direction of force as required in 9.3.1 or 9.3.2, whichever is applicable. During the first step, which is a test for ductility of the weld, no cracks or breaks on the inside or outside surfaces at the weld shall occur until the distance between the plates is less than two thirds of the specified diameter of the pipe. As a second step, the flattening shall be continued as a test for ductility away from the weld. During the second step, no cracks or breaks on the inside or outside surfaces away from the weld, except as provided for in 9.7,shall occur until the distance between the plates is less than one third of the specified outside diameter of the pipe but is not less than five times the wall thickness of the pipe. During the third step, which is a test for soundness, the flattening shall be continued until the test specimen breaks or the opposite walls of the pipe meet. Evidence of laminated or unsound material or of incomplete weld that is revealed by the flattening test shall be cause for rejection.
9.3.1 For pipe produced in single lengths, the flattening test specified in 9.3 shall be made using a test specimen taken from each end of each length of pipe. The tests from each end shall be made alternately with the weld at 0° and at 90° from the line of direction of force.
9.3.2 For pipe produced in multiple lengths, the flattening test specified in 9.3 shall be made as follows:
9.3.2.1 Test specimens taken from, and representative of, the front end of the first pipe intended to be supplied from each coil, the back end of the last pipe intended to be supplied from each coil, and each side of any intermediate weld stop location shall be flattened with the weld located at 90° from the line of direction of force.
9.3.2.2 Test specimens taken from pipe at any two locations intermediate to the front end of the first pipe and the back end of the last pipe intended to be supplied from each coil shall be flattened with the weld located at 0° from the line of direction of force.
9.3.3 For pipe that is to be subsequently reheated throughout its cross section and hot formed by a reducing process, the manufacturer shall have the option of obtaining the flattening test specimens required by 9.3.1 or 9.3.2, whichever is applicable, either prior to or after such hot reducing.
9.4 Continuous-Welded Pipe—A test specimen at least 4 in.[100 mm] in length shall be flattened cold between parallel plates in three steps. The weld shall be located at 90° from the line of direction of force. During the first step, which is a test for ductility of the weld, no cracks or breaks on the inside,outside, or end surfaces at the weld shall occur until the distance between the plates is less than three fourths of the specified diameter of the pipe. As a second step, the flattening
shall be continued as a test for ductility away from the weld.During the second step, no cracks or breaks on the inside,outside, or end surfaces away from the weld, except as provided for in 9.7, shall occur until the distance between the plates is less than 60 % of the specified outside diameter of the pipe. During the third step, which is a test for soundness, the flattening shall be continued until the test specimen breaks or the opposite walls of the pipe meet. Evidence of laminated or unsound material or of incomplete weld that is revealed by the flattening test shall be cause for rejection.
9.5 Surface imperfections in the test specimen before flattening, but revealed during the first step of the flattening test,shall be judged in accordance with the finish requirements in Section 14.
9.6 Superficial ruptures as a result of surface imperfections shall not be cause for rejection.
9.7 When low D-to-t ratio tubulars are tested, because the strain imposed due to geometry is unreasonably high on the inside surface at the 6 and 12 o’clock locations, cracks at these locations shall not be cause for rejection if the D-to-t ratio is less than 10.
10. Hydrostatic Test
10.1 The hydrostatic test shall be applied, without leakage through the pipe wall, to each length of pipe except as provided in 11.2 for seamless pipe.
10.2 Each length of plain-end pipe shall be hydrostatically tested to the pressures prescribed in Table X2.2, and each threaded-and-coupled length shall be hydrostatically tested to the pressures prescribed in Table X2.3. It shall be permissible,at the discretion of the manufacturer, to perform the hydrostatic test on pipe with plain ends, with threads only, or with threads and couplings and also shall be permissible to test pipe in either single lengths or multiple lengths.
NOTE 5—The hydrostatic test pressures given herein are inspection test pressures, are not intended as a basis for design, and do not have any direct relationship to working pressures.
10.3 The minimum hydrostatic test pressure required to satisfy these requirements need not exceed 2500 psi [17 200 kPa] for NPS 3 [DN 80] and under, nor 2800 psi [19 300 kPa] for all sized over NPS 3 [DN 80]. This does not prohibit testing at a higher pressure at the manufacturer’s option. The hydrostatic pressure shall be maintained for not less than 5 s for all sizes of seamless and electric-welded pipe.
11. Nondestructive Electric Test
11.1 Type E Pipe:
11.1.1 The weld seam of each length of ERW pipe NPS 2 [DN 50] and larger shall be tested with a nondestructive electric test as follows:
11.1.2 Ultrasonic and Electromagnetic Inspection—Any equipment utilizing the ultrasonic or electromagnetic principles and capable of continuous and uninterrupted inspection of the weld seam shall be used. The equipment shall be checked with an applicable reference standard as described in 11.1.3 at least once every working turn or not more than 8 h to demonstrate its effectiveness and the inspection procedures. The equipment shall be adjusted to produce well-defined indications when the reference standard is scanned by the inspection unit in a manner simulating the inspection of the product.
11.1.3 Reference Standards—The length of the reference standards shall be determined by the pipe manufacturer, and they shall have the same specified diameter and thickness as the product being inspected. Reference standards shall contain machined notches, one on the inside surface and one on the outside surface, or a drilled hole, as shown in Fig. 1, at the option of the pipe manufacturer. The notches shall be parallel to the weld seam, and shall be separated by a distance sufficient to produce two separate and distinguishable signals. The 1 ⁄ 8 -in. [3.2-mm] hole shall be drilled through the wall and perpendicular to the surface of the reference standard as shown in Fig.1. Care shall be taken in the preparation of the reference standard to ensure freedom from fins or other edge roughness,or distortion of the pipe.
NOTE 6—The calibration standards defined in 11.1.3 are convenient standards for calibration of nondestructive testing equipment. The dimensions of such standards are not to be construed as the minimum sizes of imperfections detectable by such equipment.
11.1.4 Acceptance Limits—Table 3 gives the height of acceptance limit signals in percent of the height of signals produced by reference standards. Imperfections in the weld seam that produce a signal greater than the acceptance limit signal given in Table 3 shall be considered a defect unless the pipe manufacturer can demonstrate that the imperfection does not reduce the effective wall thickness beyond 12 1 ⁄ 2 % of the specified wall thickness.
TABLE 3 Acceptance Limits
| Type Notch | Size of Hole | Acceptance Limit Signal, % | |
| in. | mm | ||
| N10, V10 | 1/8 | 3.2 | 100 |
| B.P. | .... | .... | 80 |
11.2 Seamless Pipe—As an alternative to the hydrostatic test, and when specified by the purchaser, the full body of each seamless pipe shall be tested with a nondestructive electric test in accordance with Practices E 213, E 309, or E 570. In this case each length so furnished shall include the mandatory marking of the letters “NDE.” Except as provided in 11.2.6.2 it is the intent of this test to reject pipe with imperfections which produce test signals equal to or greater than that of the calibration standard.
11.2.1 When the nondestructive electric test is performed,the lengths shall be marked with the letters “NDE.” The certification, when required, shall state Nondestructive Electric Tested and shall indicate which of the tests was applied. Also,the letters NDE shall be appended to the product specification number and material grade shown on the certification.
11.2.2 The following information is intended to facilitate the use of this specification.
11.2.2.1 The calibration standards defined in 11.2.3 through
11.2.5 are convenient standards for calibration of nondestructive testing equipment. The dimensions of such standards are not to be construed as the minimum sizes of imperfections detectable by such equipment.
11.2.2.2 The ultrasonic testing referred to in this specification is capable of detecting the presence and location of significant longitudinally or circumferentially oriented imperfections; however, different techniques need to be employed for the detection of differently oriented imperfections. Ultrasonic testing is not necessarily capable of detecting short, deep imperfections.
11.2.2.3 The eddy current examination referenced in this specification has the capability of detecting significant discontinuities, especially of the short abrupt type.
11.2.2.4 The flux leakage examination referred to in this specification is capable of detecting the presence and location of significant longitudinally or transversely oriented discontinuities. The provisions of this specification only require longitudinal calibration for flux leakage. Different techniques need to be employed for the detection of differently oriented imperfections.
11.2.2.5 The hydrostatic test referred to in 10.2 has the capability of finding imperfections of a size permitting the test fluid to leak through the tube wall and may be either visually seen or detected by a loss of pressure. Hydrostatic testing is not necessarily capable of detecting very tight through-the-wall imperfections or imperfections that extend an appreciable distance into the wall without complete penetration.
11.2.2.6 A purchaser interested in ascertaining the nature (type, size, location, and orientation) of imperfections that are capable of being detected in the specific application of these examinations is directed to discuss this with the manufacturer of the tubular product.
11.2.3 For ultrasonic testing, the calibration reference notches shall be at the option of the producer, and shall be any one of the three common notch shapes shown in Practice E 213. The depth of notch shall not exceed 12.5 % of the specified wall thickness of the pipe or 0.004 in. [0.1 mm],whichever is greater.
11.2.4 For eddy current testing, the calibration pipe shall contain, at the option of the producer, any one of the following calibration standards to establish a minimum sensitivity level for rejection.
11.2.4.1 Drilled Hole—Depending upon the pipe diameter the calibration pipe shall contain three holes spaced 120° apart or four holes spaced 90° apart and sufficiently separated longitudinally to ensure separately distinguishable responses.The holes shall be drilled radially and completely through the pipe wall, care being taken to avoid distortion of the pipe while drilling. Depending upon the pipe diameter the calibration pipe shall contain the following hole:
| NPS | DN | Diameter of Drilled Hole |
| ≤1/2 | ≤ 15 | 0.039 in. [1 mm] |
| >1 ⁄ 2 ≤ 1 1 ⁄ 4 | > 15 ≤ 32 | 0.055 in. [1.4 mm] |
| > 1 1 ⁄ 4 ≤ 2 | > 32 ≤ 50 | 0.071 in. [1.8 mm] |
| > 2 ≤ 5 | > 50 ≤ 125 | 0.087 in. [2.2 mm] |
| > 5 | > 125 | 0.106 in. [2.7 mm] |
11.2.4.2 Transverse Tangential Notch—Using a round tool or file with a 1 ⁄ 4 in. [6 mm] diameter, a notch shall be filed or milled tangential to the surface and transverse to the longitudinal axis of the pipe. The notch shall have a depth not exceeding 12.5 % of the specified wall thickness of the pipe or 0.012 in. [0.3 mm], whichever is greater.
11.2.4.3 Longitudinal Notch—A notch 0.031 in. [0.8 mm] or less in width shall be machined in a radial plane parallel to the tube axis on the outside surface of the pipe, to have a depth not exceeding 12.5 % of the specified wall thickness of the tube or 0.012 in. [0.3 mm], whichever is greater. The length of the notch shall be compatible with the testing method.
11.2.4.4 Compatibility—The discontinuity in the calibration pipe shall be compatible with the testing equipment and the method being used.
11.2.5 For flux leakage testing, the longitudinal calibration reference notches shall be straight sided notches machined in a radial plane parallel to the pipe axis. For wall thickness under 0.500 in. [12.7 mm], outside and inside notches shall be used.For wall thickness equal and above 0.500 in. [12.7 mm], only an outside notch shall be used. Notch depth shall not exceed 12.5 % of the specified wall thickness, or 0.012 in. [0.3 mm],whichever is greater. Notch length shall not exceed 1 in. [25mm], and the width shall not exceed the depth. Outside diameter and inside diameter notches shall be located sufficiently apart to allow separation and identification of the signals.
11.2.6 Pipe containing one or more imperfections that produce a signal equal to or greater than the signal produced by the calibration standard shall be rejected or the area producing the signal shall be rejected.
11.2.6.1 Test signals produced by imperfections that cannot be identified, or produced by cracks or crack-like imperfections, shall result in rejection of the pipe, unless it is repaired and retested. To be accepted, the pipe must pass the same specification test to which it was originally subjected, provided that the remaining wall thickness is not decreased below that permitted by the specification. It shall be permissible to reduce the outside diameter at the point of grinding by the amount so removed.
11.2.6.2 It shall be permissible to evaluate test signals produced by visual imperfections in accordance with provisions of Section 14. A few examples of these imperfections would be straightener marks, cutting chips, scratches, steel die stamps, stop marks, or pipe reducer ripple.
11.2.7 The test methods described in this section are not necessarily capable of inspecting the end portion of pipes. This condition is referred to as end effect. The length of the end effect shall be determined by the manufacturer and, when specified in the purchase order, reported to the purchaser.
12. Permissible Variations in Weight and Dimensions
12.1 Weight—The weight of the pipe as specified in Table X2.2 and Table X2.3 or as calculated from the relevant equation in ASME B36.10M shall not vary by more than 610 %.
NOTE 7—The weight tolerance is determined from the weights of the customary lifts of pipe as produced for shipment by the mill, divided by the number of feet of pipe in the lift. On pipe sizes over NPS 4 [DN 100],where individual lengths are weighed, the weight tolerance is applicable to the individual length.
12.2 Diameter—For pipe NPS 1 1 ⁄ 2 [DN 40] and under, the outside diameter at any point shall not vary more than 6 1 ⁄ 64 in.[0.4 mm] from the standard specified. For pipe NPS 2 [DN 50] and over, the outside diameter shall not vary more than 61 % from the standard specified.
12.3 Thickness—The minimum wall thickness at any point shall be not more than 12.5 % under the nominal wall thickness specified. The minimum wall thickness on inspection shall conform to the requirements in Table X2.4.
13. End Finish
13.1 When ordered with plain ends, the pipe shall be furnished to the following practice, unless otherwise specified.
13.1.1 NPS 1 1 ⁄ 2 [DN 40] and Smaller—Unless otherwise specified on the purchase order, end finish shall be at the option of the manufacturer.
13.1.2 NPS 2 [DN 50] and Larger:
13.1.2.1 Pipe of standard or extra strong weights, or in wall thickness less than 0.500 in. [12.7 mm], other than double extra strong pipe, shall be plain-end beveled with ends beveled to an angle of 30°, +5°, −0°, measured from a line drawn perpendicular to the axis of the pipe, and with a root face of 1 ⁄ 16 in. 6 1 ⁄ 32 in. [1.6 mm 6 0.8 mm].
13.1.2.2 Pipe with wall thicknesses over 0.500 in. [12.7 mm], and all double extra strong, shall be plain-end square cut.
13.2 When ordered with threaded ends, the pipe ends shall be provided with a thread in accordance with the gaging practice and tolerances of ANSI B1.20.1. For standard-weight pipe NPS 6 [DN 150] and smaller, refer to Table X3.1 for threading data. For standard-weight pipe NPS 8 [DN 200] and larger and all sizes of extra-strong weight and double extrastrong weight, refer to Table X3.2 for threading data. Threaded pipe NPS 4 [DN 100] and larger shall have thread protectors on the ends not protected by a coupling.
13.3 When ordered with couplings, one end of each length of pipe shall be provided with a coupling manufactured in accordance with Specification A 865. The coupling threads shall be in accordance with the gaging practice of ANSI B1.20.1. The coupling shall be applied handling-tight, unless power-tight is specified on the order. Couplings are to be made of steel. Taper-tapped couplings shall be furnished on all weights of threaded pipe sizes NPS 2 1 ⁄ 2 [DN 65] and larger. For pipe NPS 2 [DN 50] and smaller, it is regular practice to furnish straight-tapped couplings for standard-weight pipe and taper-tapped couplings for extra-strong and double extra-strong pipe. If tapertapped couplings are required for pipe NPS 2 [DN 50] and smaller on standard-weight pipe, it is recommended that line pipe threads in accordance with API Specification 5L be ordered. The taper-tapped couplings provided on line pipe in these sizes may be used on mill-threaded standardweight pipe of the same size.
14. Workmanship, Finish and Appearance
14.1 The pipe manufacturer shall explore a sufficient number of visual surface imperfections to provide reasonable assurance that they have been properly evaluated with respect to depth.
14.2 Surface imperfections that penetrate more than 12 1 ⁄ 2 % of the nominal wall thickness or encroach on the minimum wall thickness shall be considered defects. Pipe with defects shall be given one of the following dispositions:
14.2.1 The defect shall be removed by grinding, provided that the remaining wall thickness is within specified limits,
14.2.2 Type S pipe and the parent metal of Type E pipe,except within
1 ⁄ 2 in. [13 mm] of the fusion line of the electric resistance seam, are permitted to be repaired in accordance with the welding provisions of 14.5. Repair welding of Type F pipe and the weld seam of Type E is prohibited.
14.2.3 The section of pipe containing the defect may be cut off within the limits of requirement on length, or
14.2.4 Rejected.
14.3 At the purchaser’s discretion, pipe shall be subjected to rejection if surface defects repaired in accordance with 14.2 are not scattered, but appear over a large area in excess of what is considered a workmanlike finish. Disposition of such pipe shall be a matter of agreement between the manufacturer and the purchaser.
14.4 When imperfections or defects are removed by grinding, a smooth curved surface shall be maintained, and the wall thickness shall not be decreased below that permitted by this specification. It shall be permissible to reduce the outside diameter at the point of grinding by the amount so removed.
14.4.1 Wall thickness measurements shall be made with a mechanical caliper or with a properly calibrated nondestructive testing device of appropriate accuracy. In the case of a dispute,the measurement determined by use of the mechanical caliper shall govern.
14.5 Weld repair shall be permitted only subject to approval of the purchaser and in accordance with Specification A 530/A 530M.
14.6 The finished pipe shall be reasonably straight.
14.7 The pipe shall contain no dents greater than 10 % of the pipe diameter or 1 ⁄ 4 in. [6 mm], whichever is smaller,measured as a gap between the lowest point of the dent and a prolongation of the original contour of the pipe. Cold-formed dents deeper than 1 ⁄ 8 in. [3 mm] shall be free of sharp bottom gouges; it shall be permissible to remove the gouges by grinding, provided that the remaining wall thickness is within specified limits. The length of the dent in any direction shall not exceed one half the pipe diameter.
15. Number of Tests
15.1 Except as required by 15.2, one of each of the tests specified in Section 7, 8.2, and Section 9 shall be made on test specimens taken from one length of pipe from each lot of each pipe size. For continuous-welded pipe, a lot shall contain no more than 25 tons [23 Mg] of pipe for pipe sizes NPS 1 1 ⁄ 2 [DN 40] and smaller, and no more than 50 tons [45 Mg] of pipe for pipe sizes NPS 2 [DN 50] and larger. For seamless and electric-resistance-welded pipe, a lot shall contain no more than one heat, and at the option of the manufacturer shall contain no more than 500 lengths of pipe (as initially cut after the final pipe-forming operation, prior to any further cutting to the required ordered lengths) or 50 tons [45 Mg] of pipe.
15.2 The number of flattening tests for electric-resistance-welded pipe shall be in accordance with 9.3.1 or 9.3.2,whichever is applicable.
15.3 Except as allowed by 11.2, each length of pipe shall be subjected to the hydrostatic test specified in Section 10.
16. Retests
16.1 If the results of the mechanical tests of any lot do not conform to the requirements specified in Sections 7, 8, and 9,retests are permitted to be made on additional pipe of double the original number from the same lot, each of which shall conform to the requirements specified.
16.2 For pipe produced in single lengths, if any section of the pipe fails to comply with the requirements of 9.3, it shall be permissible to cut other sections from the same end of the same length until satisfactory tests are obtained, except that the finished pipe shall not be shorter than 80 % of its length after the original cropping; otherwise the length shall be rejected.For pipe produced in multiple lengths, it shall be permissible to cut retests from each end of each individual length in the multiple. Such tests shall be made with the weld alternately 0° and 90° from the line of direction of force.
17. Test Methods
17.1 The test specimens and the tests required by this specification shall conform to those described in the latest issue of Test Methods and Definitions A 370.
17.2 The longitudinal tension test specimen shall be taken from the end of the pipe or, for continuous-welded pipe, it shall be permissible to be taken from the skelp, at a point approximately 90° from the weld, and shall not be flattened between gage marks. The sides of each specimen shall be parallel between gage marks. If desired, the tension tests are permitted to be made on the full section of pipe. When impracticable to pull a test specimen in full section, the standard 2-in. [50-mm] gage length tension test specimen shown in Fig. A2.3 of Test Methods and Definitions A 370 is acceptable.
17.3 Transverse weld test specimens from electric-resistance-welded pipe shall be taken with the weld at the center of the specimen. All transverse test specimens shall be approximately 1 1 ⁄ 2 in. [40 mm] wide in the gage length and shall represent the full wall thickness of the pipe from which the specimen was cut.
17.4 Test specimens for the bend and flattening tests shall be taken from pipe. Test specimens for the flattening test shall be smooth on the ends and free from burrs.
17.5 All specimens shall be tested at room temperature.
18. Lengths
18.1 Unless otherwise specified, pipe lengths shall be in accordance with the following regular practice.
18.1.1 Pipe of weights lighter than extra strong shall be in single-random lengths of 16 to 22 ft [4.88 to 6.71 m], but not more than 5 % of the total number of threaded lengths are permitted to be jointers (two pieces coupled together). When ordered with plain ends, 5 % are permitted to be in lengths of 12 to 16 ft [3.66 to 4.88 m].
18.1.2 Pipe of extra-strong and heavier weights shall be in random lengths of 12 to 22 ft [3.66 to 6.71 m]. Five percent are permitted to be in lengths of 6 to 12 ft [1.83 to 3.66 m].
18.1.3 When extra-strong or lighter pipe is ordered in double-random lengths, the minimum lengths shall be not less than 22 ft [6.71 m], with a minimum average for the order of 35 ft [10.67 m].
18.1.4 When lengths longer than single random are required for wall thicknesses heavier than extra-strong, the length shall be subject to negotiation.
18.1.5 When pipe is furnished with threads and couplings,the length shall be measured to the outer face of the coupling.
19. Galvanized Pipe
19.1 Galvanized pipe ordered under this specification shall be coated with zinc inside and outside by the hot-dip process.The zinc used for the coating shall be any grade of zinc conforming to Specification B 6.
19.2 Weight of Coating—The weight of zinc coating shall be not less than 1.8 oz/ft 2 [0.55 kg/m 2 ] as determined from the average results of the two specimens taken for test in the manner prescribed in 19.5 and not less than 1.6 oz/ft 2 [0.49 kg/m 2 ] for either of these specimens. The weight of coating expressed in ounces per square foot shall be calculated by dividing the total weight of zinc, inside plus outside, by the total area, inside plus outside, of the surface coated. Each specimen shall have not less than 1.3 oz/ft 2 [0.40 kg/m 2 ] of
zinc coating on each surface, calculated by dividing the total weight of zinc on the given surface (outside or inside) by the area of the surface coated (outside or inside).
19.3 Weight of Coating Test—The weight of zinc coating shall be determined by a stripping test in accordance with Test Method A 90/A 90M. The total zinc on each specimen shall be determined in a single stripping operation.
19.4 Test Specimens—Test specimens for determination of weight of coating shall be cut approximately 4 in. [100 mm] in length.
19.5 Number of Tests—Two test specimens for the determination of weight of coating shall be taken, one from each end of one length of galvanized pipe selected at random from each lot of 500 lengths or fraction thereof, of each size.
19.6 Retests—If the weight of coating of any lot does not conform to the requirements specified in 19.2, retests of two additional pipes from the same lot shall be made, each of which shall conform to the requirements specified.
19.7 When pipe ordered under this specification is to be galvanized, the tension, flattening, and bend tests shall be made on the base material before galvanizing. When specified,results of the mechanical tests on the base material shall be reported to the purchaser. If it is impracticable to make the mechanical tests on the base material before galvanizing, it shall be permissible to make such tests on galvanized samples,and any flaking or cracking of the zinc coating shall not be considered cause for rejection. When galvanized pipe is bent or otherwise fabricated to a degree that causes the zinc coating to stretch or compress beyond the limit of elasticity, some flaking of the coating is acceptable.
20. Inspection
20.1 The inspector representing the purchaser shall have entry, at all times while work on the contract of the purchaser is being performed, to all parts of the manufacturer’s works that concern the manufacture of the material ordered. The manufacturer shall afford the inspector all reasonable facilities to satisfy him that the material is being furnished in accordance with this specification. All tests (except product analysis) and inspection shall be made at the place of manufacture prior to shipment, unless otherwise specified, and shall be so conducted as not to interfere unnecessarily with the operation of the works.
21. Rejection
21.1 The purchaser is permitted to inspect each length of pipe received from the manufacturer and, if it does not meet the requirements of this specification based on the inspection and test method as outlined in the specification, the length shall be rejected and the manufacturer shall be notified. Disposition of rejected pipe shall be a matter of agreement between the manufacturer and the purchaser.
21.2 Pipe found in fabrication or in installation to be unsuitable for the intended use, under the scope and requirements of this specification, shall be set aside and the manufacturer notified. Such pipe shall be subject to mutual investigation as to the nature and severity of the deficiency and the forming or installation, or both, conditions involved. Disposition shall be a matter for agreement.
22. Certification
22.1 The producer or supplier shall, upon request, furnish to the purchaser a certificate of inspection stating that the material has been manufactured, sampled, tested, and inspected in accordance with this specification (including year of issue),and has been found to meet the requirements.
22.2 Report—For Types E and S, the producer or supplier shall furnish to the purchaser a chemical analysis report for the elements specified in Table 1.
22.3 EDI—A certificate of inspection or chemical analysis report printed from or used in electronic form from an electronic data interchange (EDI) transmission shall be regarded as having the same validity as a counterpart printed in the certifier’s facility. The use and format of the EDI document are subject to agreement between the purchaser and the supplier.
NOTE 8—EDI is the computer to computer exchange of business information in a standard format such as ANSI ASC X12.
22.4 Notwithstanding the absence of a signature, the organization submitting the certificate of inspection or chemical analysis report is responsible for its content.
23. Product Marking
23.1 Except as allowed by 23.5 and 23.6, each length of pipe shall be legibly marked in the following sequence by rolling, stamping, or stenciling to show:
23.1.1 Manufacturer’s name or mark,
23.1.2 Specification number (year of issue not required),
NOTE 9—Pipe that complies with multiple compatible specifications may be marked with the appropriate designation for each specification.
23.1.3 Size (NPS and weight class, schedule number, or nominal wall thickness; or specified outside diameter and nominal wall thickness),
23.1.4 Grade (A or B),
23.1.5 Type of pipe (F, E, or S),
23.1.6 Test pressure, seamless pipe only (if applicable, in accordance with Table 4),
23.1.7 Nondestructive electric test, seamless pipe only (if applicable, in accordance with Table 4),
23.2 Unless another marking format is specified in the purchase order, length shall be marked in feet and tenths of a foot, or metres to two decimal places, dependent upon the units to which the pipe was ordered. The location of such marking shall be at the option of the manufacturer.
23.3 Heat number, lot number, run number, or a combination thereof shall be marked at the option of the manufacturer,unless specific marking is specified in the purchase order. The location of such marking shall be at the option of the manufacturer.
23.4 Any additional information desired by the manufacturer or specified in the purchase order.
23.5 For pipe NPS 1 1 ⁄ 2 [DN 40] and smaller that is bundled,it shall be permissible to mark this information on a tag securely attached to each bundle.
23.6 When pipe sections are cut into shorter lengths by a subsequent producer for resale as material, the processor shall transfer complete identification including the name or brand of the manufacturer, to each unmarked cut length, or to metal tags securely attached to unmarked pipe bundled in accordance with the requirements of 23.5. The same material designation shall be included with the information transferred, and the processor’s name, trademark, or brand shall be added.
23.7 Bar Coding—In addition to the requirements in 23.1,23.5, and 23.6, bar coding is acceptable as a supplementary identification method. It is recommended that bar coding be consistent with theAutomotive IndustryAction Group (AIAG) standard prepared by the Primary Metals Subcommittee of the AIAG Bar Code Project Team.
TABLE 4 Marking of Seamless Pipe
| Hydro | NDE | Marking |
| Yes | No | Test pressure |
| No | Yes | NDE |
| Yes | Yes | Test Pressure/NDE |
24. Government Procurement
24.1 When specified in the contract, material shall be preserved, packaged, and packed in accordance with the requirements of MIL-STD-163. The applicable levels shall be as specified in the contract. Marking for shipment of such material shall be in accordance with Fed. Std. No. 123 for civil agencies and MIL-STD-129 or Federal Std. No. 183 if continuous marking is required, for military agencies.
24.2 Inspection—Unless otherwise specified in the contract,the producer is responsible for the performance of all inspection and test requirements specified herein. Except as otherwise specified in the contract, the manufacturer shall use its own or any other suitable facilities for performing the inspection and test requirements specified herein, unless otherwise disapproved by the purchaser in the contract or purchase order. The purchaser shall have the right to perform any of the inspections and tests set forth in this specification where deemed necessary to ensure that the material conforms to prescribed requirements.
25. Packaging and Package Marking
25.1 When specified on the purchase order, packaging,marking, and loading or shipment shall be in accordance with those procedures recommended by Practices A 700.
26. Keywords
26.1 black steel pipe; seamless steel pipe; steel pipe; welded steel pipe; zinc coated steel pipe